ノギス測定誤差の原因と対策を解説!精度を高める方法とは?
こんにちは。ハンド&パワーツール研究室、運営者のRABIです。
ノギスでの測定時、なぜか数値が安定しない、本当にこの値で合っているのか不安に感じたことはありませんか。
手軽で便利な測定工具である一方、その扱い方一つで結果に大きな差が生まれるのがノギスです。
この記事では、そもそも測定誤差が出る原因とは何か、その背景にあるアッベの原理と測定力の関係から、ノギスのJIS精度基準と最大許容誤差に至るまで、基礎から詳しく解説します。
さらに、測定部位による誤差の求め方と精度比較、多くの方が気になるデジタルノギスの精度と信頼性にも深く切り込みます。
また、メーカー性能と誤差の実例として、信頼性の高いミツトヨノギスの測定精度と信頼性についてもご紹介します。
繰り返し測定と再現性の重要性を踏まえつつ、ノギス誤差の考察と改善の視点を提供し、最終的にノギス測定誤差のまとめと精度向上のポイントまで網羅的に解説するため、この記事を読めば、あなたの測定技術と知識は一段上のレベルへと到達するでしょう。
- ノギスの誤差が発生する根本的な原因
- JIS規格で定められたノギスの精度基準
- 測定精度を飛躍的に高めるための具体的な方法
- デジタルノギスの信頼性と正しい解釈
ノギス測定誤差の主な原因とは?
- 測定誤差が出る原因は何ですか?
- ノギス測定誤差とフックの法則の関係
- JISに基づく精度基準
- 誤差範囲と最大許容誤差
- 誤差の求め方と測定部位別精度比較
測定誤差が出る原因は何ですか?

ノギスで測定を行う際に生じる誤差の原因は、単一ではなく複数の要因が複雑に絡み合っています。
これらを理解することが、正確な測定への第一歩となります。
構造上の要因:アッベの原理
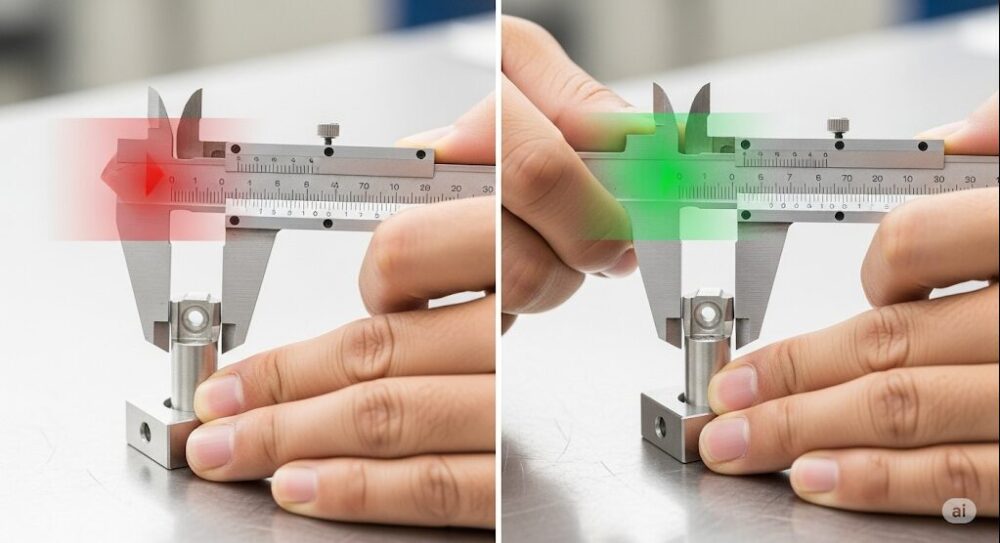
ノギスにおける最も根本的な誤差要因は、測定器の構造が「アッベの原理」を満たしていない点にあります。
アッベの原理とは、「測定対象物と、その長さを読み取る目盛は、測定方向に沿って一直線上に配置されなければならない」という高精度測定の基本原則です。
ノギスの場合、測定物(ワーク)を挟むジョウの位置と、数値を読み取る本尺の目盛の位置がずれています。
この構造のため、測定時にわずかな力が加わるだけでスライダが傾き、てこの原理で誤差が増幅されてしまうのです。
特に測定物をジョウの先端で挟んだり、強い力で押し込んだりすると、この傾きが大きくなり、正確な値からかけ離れてしまいます。
人的・環境的要因
測定者の技術や測定環境も、誤差に大きく影響します。
- 測定力のかけすぎ:ノギスにはマイクロメータのような定圧装置がないため、測定者が加える力の強さが直接結果に反映されます。特に樹脂や薄肉のパイプなど、変形しやすい材質のものを測定する際は、力をかけすぎると対象物が歪んでしまい、実際よりも小さい数値が出てしまいます。
- 熱膨張:金属は温度によって膨張・収縮します。JISでは測定の標準温度を20℃と定めており、測定対象物やノギスの温度がこれと異なると、熱膨張による誤差が生じます。特に、加工直後で熱を持ったワークを測定したり、人の体温でノギスが温まったりすると、無視できない誤差につながる可能性があります。
- 視差(パララックス):アナログノギスの場合、本尺とバーニヤ(副尺)の目盛を読む角度によって、数値の読み取りにズレが生じます。目盛は必ず真上から垂直に読み取ることが基本です。
測定器自体の要因(器差)
ノギスそのものに起因する誤差もあり、これらは「器差」と呼ばれます。
新品のノギスであってもJIS規格で定められた許容誤差が存在します。
長年の使用による摩耗や、落下などの衝撃による変形も器差を大きくする原因です。
- ジョウの直角度・平行度:本尺に対してジョウが正確に直角でなかったり、内外の測定面が平行でなかったりすると、測定箇所によって値が変わってしまいます。
- 基準端面の真直度:本尺の基準となる端面がまっすぐでなければ、スライダの動きが不安定になり、誤差を生みます。
これらの要因を総合的に理解し、ひとつひとつ対策を講じることが、ノギスによる測定誤差を最小限に抑える鍵となります。
ノギス測定誤差とフックの法則の関係
ノギスの測定誤差を考える上で、「測定力のかけすぎ」が問題になることは前述の通りですが、この現象は物理学の「フックの法則」と密接に関連しています。
フックの法則とは、「ばねの伸び(変形量)は、加えた力の大きさに比例する」というもので、弾性限界内での物体の変形を説明する基本法則です。
この法則は、ノギスでの測定において2つの側面から影響を及ぼします。
一つは、測定対象物(ワーク)の変形です。
特に、樹脂製品やアルミのような比較的柔らかい金属、薄肉の部品などを測定する場合、ジョウで強く挟み込むと、その力が原因でワークが弾性変形を起こします。
フックの法則に従い、加える力が大きいほど変形量も大きくなり、結果として実際よりも小さい寸法が測定されてしまうのです。
これは、正確な測定値を得るためには、ワークを変形させない程度の「適切な測定力」を見つける必要があることを示唆しています。
もう一つの側面は、ノギス自体の変形です。
ノギスは頑丈に見えますが、アッベの原理を満たさない構造上、測定力をかけすぎるとジョウを含むスライダ部分がわずかに「たわみ」ます。
これも一種の弾性変形であり、フックの法則に従います。
力が加わることでコの字型の構造が開き、ジョウの平行が崩れることで、測定誤差が発生します。
したがって、ノギスを扱う際は、測定対象物とノギス本体の両方がフックの法則に従う弾性体であることを意識し、不要な変形を生まない力加減を習得することが、信頼性の高い測定結果を得るための重要なスキルと言えます。
JISに基づく精度基準

ノギスの精度は、製造者の感覚や判断で決められているわけではなく、日本産業規格(JIS)によって客観的かつ明確な基準が設けられています。
ノギスに関する規格は「JIS B 7507」として定められており、この中で製品の形状や寸法、そして品質を保証する上で最も重要な精度、すなわち「器差」に関する規定がなされています。
この「器差」とは、測定器が示す値と、より高精度な標準器で測定された「真の値」との差を指します。
簡単に言えば、測定器そのものが持つ固有の誤差のことです。
JIS規格では、この器差が許される上限値が「指示値の最大許容誤差(MPE: Maximum Permissible Error)」として具体的に数値で定められています。
例えば、最も広く利用されている最大測定長150mmのノギスの場合、MPEは**±0.03mm**と規定されています。
これは、測定結果に最大で0.03mmのずれが含まれる可能性があることを意味します。
そのため、たとえJIS規格に適合した新品のノギスであっても、全く誤差が存在しないわけではない点を理解しておくことが重要になります。
一方で、近年主流となっているデジタルノギスについては、一つ注意すべき点が存在します。
デジタルノギスの多くは最小表示量が0.01mmと非常に細かいため、アナログノギスよりも格段に精度が高いと誤解されることがあります。
しかし、これはあくまで「表示の細かさ」を示すものであり、測定器自体の精度を直接保証するものではありません。
前述の通り、JIS規格上で定められている指示値の最大許容誤差は、アナログノギスとデジタルノギスとで大きな違いはないのです。
デジタル表示がもたらす最大のメリットは、バーニヤ目盛の読み取りで発生しがちな視差や個人の読み癖といった「人的な読み取り誤差」を限りなくゼロにできる点にあります。
誰が測定しても同じ数値を読み取れるため、作業の安定性や効率は飛躍的に向上します。
とはいえ、その便利なデジタル表示の細かさと、JIS規格で保証されている測定器本体の精度(MPE)とは、切り離して考える必要があります。
結論として、信頼性の高い測定を行うためには、JIS規格という客観的なものさしで保証された精度のノギスを選ぶことが大前提となります。
そして、デジタルノギスが持つ「読み取りやすさ」という利点を活かしつつも、その器差の限界を正しく認識し、丁寧に取り扱うことが、精度の高い測定を実現するための鍵となるでしょう。
誤差範囲と最大許容誤差

ノギスの精度を語る上で、「誤差範囲」と「最大許容誤差」の理解は不可欠です。
これらの言葉は似ていますが、意味合いが異なります。
前述の通り、「最大許容誤差(MPE: Maximum Permissible Error)」は、JIS規格などで定められた、その測定器に許容される器差の最大値です。
これは製品の品質を保証するための基準値であり、メーカーは製品がこの範囲内に収まっていることを検査して出荷します。
つまり、正常な状態の測定器が持ちうる誤差の上限を示すものです。
一方で、「誤差範囲」はより広い概念で、実際の測定場面で発生しうる、あらゆる誤差要因を含んだ結果のばらつきの範囲を指します。
この誤差範囲には、器差だけでなく、測定者の技術による誤差(測定力のばらつき、斜めにあてるなど)、環境による誤差(熱膨張)、測定対象物の状態による誤差などがすべて含まれます。
特にデジタルノギスを使用する際に注意が必要です。
デジタルノギスは0.01mm単位で数値を表示するため、非常に高い精度を持っているように見えます。
しかし、多くの標準的なデジタルノギスのメーカー保証精度(最大許容誤差)は±0.02mmや±0.03mm程度です。
これは、表示される1/100mmの桁の数値が、必ずしも真の値と一致しているとは限らないことを意味します。
この最後の桁は、むしろ1/10mmの桁の信頼性を高めるための「補助的な表示」と捉えるのが適切です。
例えば、測定値が「10.52mm」と表示された場合、真の値は±0.02mmの誤差を考慮すると「10.50mmから10.54mm」の間にある可能性がある、と解釈する必要があります。
1/100mm台の精度を厳密に求める測定には、ノギスではなくマイクロメータなど、より上位の測定器を選択するのが原則です。
要するに、最大許容誤差は測定器自体の静的な性能指標であり、誤差範囲は実際の測定という動的な状況下での結果のばらつきを考慮した、より実用的な指標であると言えます。
誤差の求め方と測定部位別精度比較
ノギスは1本で外側、内側、深さ、段差と多様な測定が可能ですが、測定する部位によって誤差の出やすさや注意すべき点が異なります。
誤差の特性を理解し、正しく使い分けることが精度向上の鍵です。
外側測定
最も基本的な測定方法ですが、誤差が出やすいポイントがいくつか存在します。
- ジョウの当て方:測定物をジョウの先端部分だけで挟むと、アッベの原理の影響でスライダが傾きやすく、誤差が大きくなります。できるだけジョウの根元側(本尺に近い側)で、測定面全体が当たるように挟むのが基本です。
- 傾き:測定物に対してジョウが斜めに当たると、実際の寸法よりも大きな値が表示されます。これを避けるため、軽く前後左右に動かしながら、最も小さい値を示す位置を探します。複数回測定し、その中の最小値を採用するのが有効な対策です。
内側測定
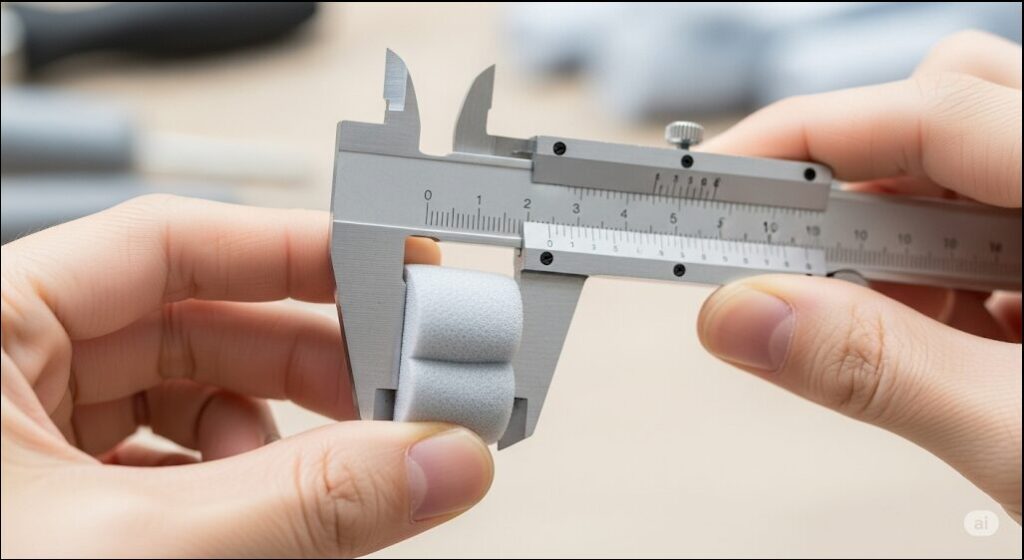
内側測定用のジョウ(クチバシ)は、外側用ジョウに比べて剛性が低く、測定面の面積も小さいため、より慎重な操作が求められます。
- 小穴の測定誤差:小さな穴の内径を測定する際、ジョウの測定面には厚みがあるため、円弧の内側に完全に接することができず、隙間が生じます。この結果、実際の直径よりも小さい値が表示されてしまいます。この誤差は、穴の径が小さいほど、またジョウの厚みが厚いほど顕著になります。
- 最大値の採用:この誤差を最小限にするため、内径測定ではノギスを軽く動かしながら、表示が最も大きくなる値を探して読み取ります。複数回測定した場合、その中の最大値を採用するのがセオリーです。
深さ・段差測定
デプスバーや本尺の端面を使って測定しますが、これらは基準面が狭く不安定になりがちです。
- 垂直の維持:測定対象物の基準面に対して、ノギスが傾かないようにしっかりと垂直を保つことが最も重要です。少しでも傾くと、実際の深さや段差よりも大きな値になってしまいます。デプスベースアタッチメントなどの補助具を使用すると、安定性が増し、精度を高めることができます。
このように、測定部位ごとに誤差の傾向は異なります。
外側や溝幅は「最小値」を、内径は「最大値」を採用するという原則を覚えておくと、より信頼性の高い測定が可能になります。
実践的なノギス測定誤差の対策
- ミツトヨのノギス測定精度と信頼性
- ノギス誤差 考察と改善のための視点
- 繰り返し測定と再現性の重要性
- ノギス測定誤差のまとめと精度向上のポイント
- 安全・規格・メーカー公式リンク集
ミツトヨのノギス測定精度と信頼性

測定工具の分野において、株式会社ミツトヨは国内外で非常に高い評価と信頼を得ているトップメーカーです。
同社のノギスがなぜ多くのプロフェッショナルに選ばれるのか、その理由は卓越した測定精度と長期的な信頼性にあります。
ミツトヨのノギスは、JIS規格をクリアしていることはもちろん、多くの場合、規格値よりも厳しい社内基準を設けて品質管理を行っています。
これにより、製品ごとのばらつきが少なく、安定して高い精度を実現しています。
その信頼性を支えているのは、長年培われてきた精密加工技術と厳格な品質管理体制です。
- 摺動面のラップ仕上げ:スライダが接触する本尺の摺動面には、ミツトヨ独自の「ラップ仕上げ」という精密な研磨加工が施されています。これにより、鏡のように滑らかで平面度の高い摺動面が実現され、がたつきのないスムーズな操作感と、長期にわたる精度の維持を可能にしています。
- 徹底した全数検査:完成した製品は、厳しい検査基準に基づいて全数が検査されます。これにより、JIS規格で定められた最大許容誤差を確実に満たす製品だけが出荷される体制が整っています。
- 優れた耐環境性能:特に「ABSクーラントプルーフキャリパ」シリーズに代表されるデジタルノギスは、保護等級IP67に準拠しており、切削油やクーラント液、粉塵などがかかる過酷な工場環境でも安心して使用できる高い防塵・防水性能を備えています。これにより、過酷な環境下でも故障リスクが低く、安定した測定を継続できます。
これらの技術的な優位性に加え、校正サービスや修理といったアフターサポート体制が充実している点も、ミツトヨ製品の信頼性を高めている大きな要因です。
長期間にわたって安心して測定器を使い続けるためには、定期的なメンテナンスと校正が不可欠であり、メーカーとしてその体制をしっかりと構築していることが、プロの現場で選ばれ続ける理由となっています。
単に初期精度が高いだけでなく、その精度を長く維持できる耐久性とサポート体制こそが、ミツトヨのノギスの価値と言えるでしょう。
ノギス誤差 考察と改善のための視点
ノギスの測定誤差を減らすためには、単に「丁寧に測る」という心構えだけでは不十分です。
差を体系的に捉え、改善していくための多角的な視点を持つことが求められます。
誤差を管理するということは、測定プロセス全体を管理するということです。
4Mの視点での考察
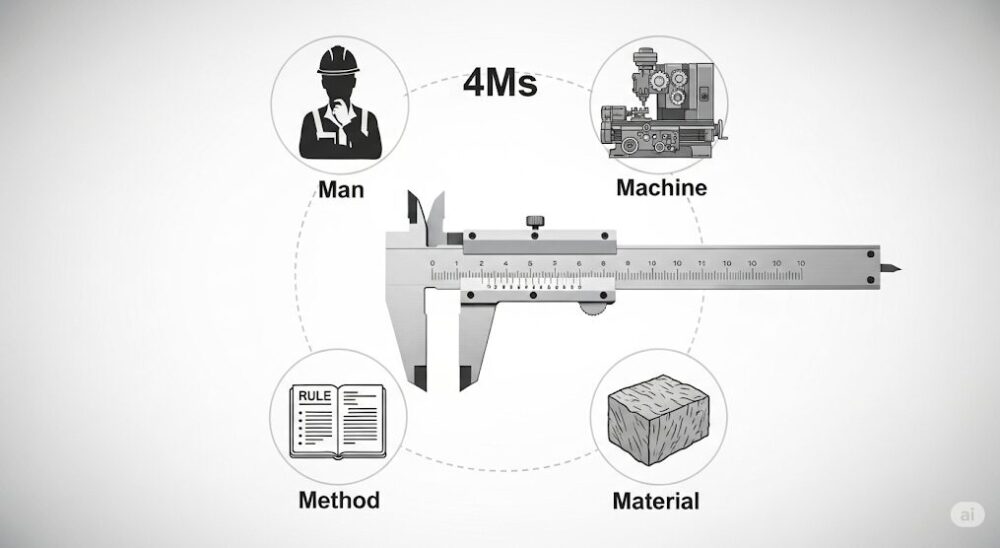
品質管理の分野で用いられる「4M」というフレームワークは、ノギスの誤差を考察する上で非常に有効です。
4Mとは、Man(人)、Machine(機械)、Method(方法)、Material(材料)の4つの要素を指します。
- Man(人):測定者の習熟度が誤差に直結します。測定力のかけ方、視差のない読み取り方、正しいジョウの当て方など、基本的なスキルが身についているかが問われます。定期的なトレーニングや、測定者間での測定値のばらつき(再現性)を確認することが改善につながります。
- Machine(機械):使用しているノギスそのものの状態です。定期的に校正されているか、摩耗や損傷はないか、スライダのがたつきは適正かなどを日々点検する必要があります。測定する精度要求に対して、ノギスの能力(器差)がそもそも適しているのか、という選定の問題もここに含まれます。
- Method(方法):測定の手順やルールが標準化されているか、という視点です。測定する箇所は決められているか、複数回測定のルール(最小値/最大値の採用など)は徹底されているか、温度ならしは行っているかなど、誰が作業しても同じ方法で測定できる環境を整えることが大切です。
改善のためのサイクル
これらの4Mの視点で現状を分析し、問題点を特定したら、具体的な改善策を実行します。
例えば、「Man」に問題があれば測定方法のトレーニングを実施し、「Machine」に問題があれば校正に出したり、より精度の高い測定器への変更を検討します。
そして、改善策を実施した後に、その効果があったのかを再度測定データで評価します。
この「分析→改善→評価」のサイクルを回し続けることが、組織全体の測定レベルを向上させる上で不可欠なアプローチです。
繰り返し測定と再現性の重要性
正確な測定の世界において、「一度きりの測定」は基本的に信頼性が低いと考えられています。
特に、人的要因が介在しやすいノギスのような測定器では、「繰り返し測定」を行い、その結果の「再現性」を確認するプロセスが極めて重要となります。
「再現性」とは、「異なる条件下(例えば、異なる測定者、異なる時間)で、同じ対象物を測定した際に、得られる結果がどの程度一致するか」という指標です。
再現性が高い測定は、誰がいつ測っても同じような値が出るということであり、その測定プロセスが安定していて信頼できることを意味します。
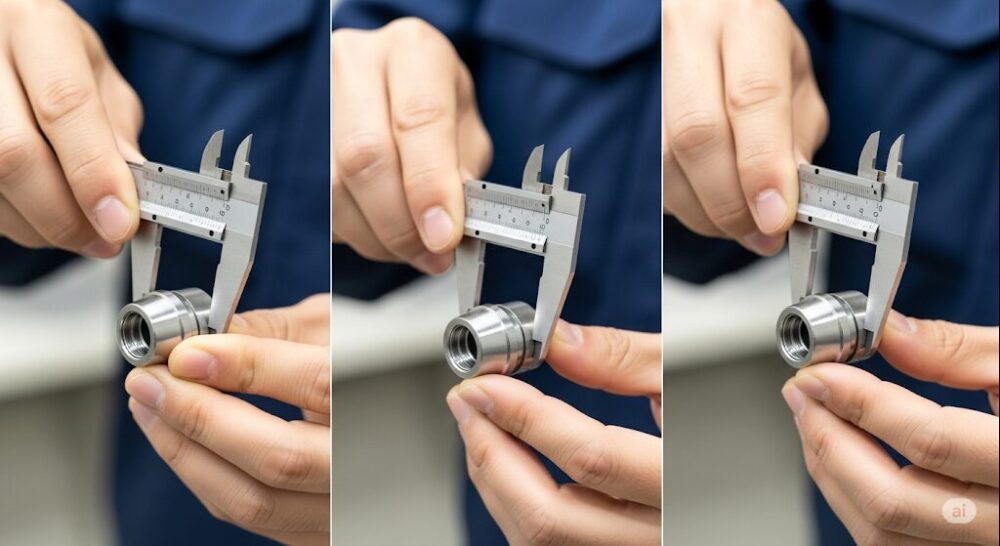
繰り返し測定は、この再現性を確保し、偶発的な誤差を排除するための基本的なテクニックです。
- 測定の安定化:同じ測定者が同じ箇所を最低3回は測定することで、測定姿勢や力加減が安定し、ばらつきが少なくなります。もし3回の測定値が大きく異なる場合、測定方法そのものに何らかの問題(斜めに当てている、力が不安定など)があると判断できます。
- 誤差傾向の相殺:前述の通り、ノギスの測定には系統的な誤差の傾向があります。外側測定では実際より大きく測定されやすく、内側測定(特に小穴)では小さく測定されやすい傾向です。複数回測定し、外側なら「最小値」を、内側なら「最大値」を採用することで、こうした一方向の誤差をある程度打ち消し、より真の値に近い結果を得ることが可能になります。
- 客観的な信頼性の確保:特に品質保証の場面では、一人の測定者の結果だけでは客観性に欠ける場合があります。複数人(例えば、作業者と検査員)が同じ箇所を測定し、その結果が許容範囲内で一致することを確認することで、その測定値の信頼性は格段に向上します。
「測定」とは、単に数値を読み取ることではなく、「再現性のある数値を出す技術」であると言えます。
毎回測定値が違うのであれば、そのデータに基づいて品質の合否を判断したり、次の工程に進めたりすることはできません。
地道な作業に思えるかもしれませんが、繰り返し測定を行い、安定した結果を得られるようになって初めて、ノギスを正しく使いこなしていると言えるのです。
ノギス測定誤差のまとめと精度向上のポイント

- ノギスは構造上アッベの原理を満たしておらず誤差が出やすい
- 測定力のかけすぎは測定対象物やノギス自体の変形を招く
- 測定時の標準温度は20℃で熱膨張に注意が必要
- アナログノギスでは目盛を真上から読み視差を防ぐ
- 器差とは測定器自体が持つ誤差のことでJIS規格で定められている
- デジタル表示の最小桁(0.01mm)は保証精度ではない
- メーカーが保証する最大許容誤差を確認することが大切
- ジョウの先端ではなく根元側で測定すると精度が安定する
- 外側測定や溝幅の測定では複数回測った中の最小値を採用する
- 小穴の内径測定では複数回測った中の最大値を採用する
- 深さや段差の測定ではノギスの垂直を保つことが鍵
- 加工直後の熱いワークは冷ましてから測定する
- 信頼性の高いメーカーの製品は加工精度や耐久性に優れる
- 定期的な点検と校正でノギスの精度を維持する
- 最低3回は繰り返し測定を行い測定値の再現性を確認する